注:通风口帆布伸缩软连接其规格、尺寸均可按照客户要求制作技术说明:选用A级质量红色硅胶玻璃纤维织物为面料,可以真正达到耐高温,防火、耐压的效果!硅胶布软连接材质:红色硅胶(液态硅胶)两端配套法兰(碳钢、不锈钢)硅胶布软连接形状:圆形,方形,矩形硅胶布软连接特性:红色硅胶玻璃纤维织物(布料颜色:、红色)①根据软连接用途和工作环境来选择合适的面料,选择坚硬的金属做骨架。软连接具有压缩小、行程长等优点!②具有耐磨损、耐酸碱、耐温、耐高压等特点连接方式:法兰连接(角钢、A3钢板、不锈钢、PVC)、套箍连接!
性质:耐高温,耐正负压力,防火,阻燃,防水,密封不透气,外观美观,内部平整做工精细,使用寿命长.安装方便,方便施工,输送量大、透气均匀、耐摩擦、防静电等硅胶布软连接用途:风机进出风口,建筑排烟系统,锅炉,燃气轮机排烟系统,除尘系统!固体粉尘、粉末、颗粒的抽取。废弃的抽出排放!高温气体的排放和循环。硅胶布软连接结构材料,可应用于建筑密封材料,高温防腐输送带,包装材料等领域.硅胶布软连接主要规格:厚度:0!
 带水箱排屑机_刮板式排屑机相关-沧州惠达机床附件有限公司
带水箱排屑机_刮板式排屑机相关-沧州惠达机床附件有限公司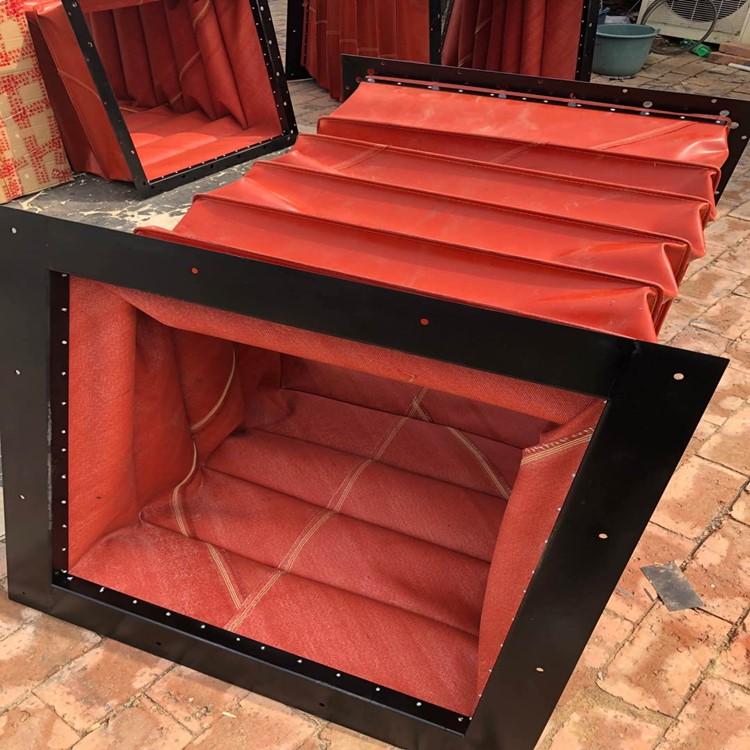 伸缩防护罩厂家-沧州惠达机床附件有限公司
伸缩防护罩厂家-沧州惠达机床附件有限公司
沧州惠达机床附件有限公司主营:软连接等等产品,涉及通风机等等行业。
公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
多年来致力于通风机,拥有众多的专业人才,并通过多年以来不断的积累,在业界形成良好的口碑。
售后方面也赢得了用户的一致好评。您的满意是我们一直前进的动力。
帆布软连接作用:具有防火,排烟,消声隔振等功能,能应用在建筑排烟系统的软接及变径接口上,是理想的建筑排烟用料!它的特点高温性能好,工作压力大,气体流速可达20米/秒,使用寿命长,耐酸,碱,油,防腐蚀,耐潮,体积轻,安装方便!配合通风设备广泛应用于机房、地下室、隧道、市政管道工程、地下电缆维修、机械造船工程、消防救护排烟等恶劣工作环境下的送风及排风、集除烟尘之用!帆布短管,帆布伸缩管,钢丝帆布短管,筒子帆布管是由进口帆布包裹,钢丝圈为骨架,以帆布做管身,颜色可自由选择两头领口可按要求定做,方便连接、固定.
防火帆布软连接报价
 车床工作灯哪里有卖_加工中心数控机床销售-沧州惠达机床附件有限公司
车床工作灯哪里有卖_加工中心数控机床销售-沧州惠达机床附件有限公司 石油化工企业:锅炉,工业用炉的排烟脱硫装置,湿、干法的通风道.钢铁厂:高炉、转炉、排烟等除尘系统!冶炼厂:燃烧炉等供排气系统。水泥厂:窑,集尘,烟尘处理装置系统!空气加热器,鼓风机各设备进出口。形状:圆形,方形规格:一般圆形规格可按客户要求制作材质:0。5-3mm红色硅胶(可以根据温度范围选择)两端含法兰(可根据客户要求定做配套法兰)压力:承载压力大于8KPa性质:可压缩,垂直使用.减震、降噪、轻巧、无毒.
公司是一家以通风机为主的企业,主打帆布软连接,更多产品详详情请拨打电话:18233661822路 或到访河北省沧州市盐山县蔡八里工业园。沧州惠达机床附件有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。
特点:输送量大、透气均匀、耐摩擦、防静电等特点。其做工;外观美观,内部平整做工精细,使用寿命可往返使用上百万次.安装方便用途:风机进出风口,建筑排烟系统,锅炉,燃气轮机排烟系统,除尘系统!石油化工企业:锅炉,工业用炉的排烟脱硫装置,湿、干法的通风道连接方式:法兰连接(角钢、A3钢板、不锈钢、PVC)、套箍连接.适用范围:引擎废气抽出、磨损力强的固体,如粉尘和纤维,活性强的介质,如蒸汽和烟,化工行业!
帆布软连接联接方式:一,两头领口二,两头法兰三,一头法兰,一头领口型既能防止软连接材料破损,又不会集尘,降低了生产检修成本和检修工作量。买不必东奔西走,。生产各种-60°--+900°耐高温风管、高温软管,耐热风管。耐高温管伸缩软管及小型焊锡吸烟罩!通风工程配套设备。通风软管有:铝箔伸缩风管、空调保温伸缩风管、PVC伸缩软管,单、双层尼龙布风管!高温软管有:PVC合成风管、PVC复合管、玻纤布复合管、黄色耐磨风管!
帆布软连接特点:耐高温,防火,阻燃,通风,透气均匀、尺寸稳定、耐磨、耐高温、耐腐蚀、寿命长、节能,结构紧凑连接方式:法兰连接(角钢、A3钢板、不锈钢、PVC)、套箍连接.帆布软连接用途:可以用于煤粉、石粉、铝粉、粉食等散状物料的散装发放,风机进出风口,建筑排烟系统,锅炉,燃气轮机排烟系统,除尘系统!石油化工企业:锅炉,工业用炉的排烟脱硫装置,湿、干法的通风道!钢铁厂:高炉、转炉、排烟等除尘系统。冶炼厂:燃烧炉等供排气系统!
排水立管阐阀上回阀软接头如何连接
法兰连接 或者 卡箍连接
防水帆布属于哪个行业?
属于防水抗灾行业,与民政救济类有关吧。
温州哪里可以买到帆?
温州我就不熟了。如果是柳市或者乐清这边。我想我还可以帮帮问一下。要不你百度一下。
求软钎焊原理连接原理??
【环球SMT与封装】特约稿 吴懿平 博士 武汉光电国家实验室 光电材料与微纳制造部 教授 华中科技大学 连接与电子封装中心 教授/博导 Email: ypwu@mail。hust。edu。cn 软钎焊连接原理 【摘要】《钎焊手册》(第二版)是由北京大学张启云教授主编的一部大型手册,2008年由机械工业出版社出版。
该书是一本理论和实际并重的工具书。全书以被钎焊的母材为主线,对钎焊技术进行了详尽介绍,其中包括软钎焊。本人编写了该书第二版的第四章“电子工业中的软钎焊”。该书*版的相同章节是由哈尔滨工业大学的方鸿渊教授编写的,第二版的相关内容是在此基础上重新编写的。
本文就是该书中有关软钎焊原理的部分内容,将分几期刊载。 【关键词】软钎焊电子封装 金属间化合物 1 软钎焊的定义 由于历史上的原因,钎焊一直被区分为“硬钎焊”(Brazing)和“软钎焊”(Soldering)。随着科学技术的发展,“硬”与“软”的界限越来越模糊。
为此,美国焊接学会(AWS)将450°C作为分界线,规定钎料液相线温度高于450°C所进行钎焊为硬钎焊,低于450°C的为软钎焊。这一划分为世界上大多数人所接受,但也有一些不同的观点,如美国军标 MILSPEC是以429°C(800℉)作为分界线的。
另外也有些人,特别是从事电子产品钎焊工作的人认为,在315°C(600℉)以下进行的钎焊才算软钎焊。无论软硬钎焊如何划分,软钎焊的温度较硬钎焊低这一点是明确的。而在电子行业中,绝大多数的钎焊工作是在300°C以下完成的。在450°C以上进行的钎焊连接,在电子行业中是比较少的。
2锡与铜的相互作用 在电子钎料中,应用*广泛的金属元素是锡,在大多数电子钎料中都或多或少地含有锡。在众多的被连接材料中,应用*多的当首推铜。因此,研究铜与锡之间的相互作用问题就具有特别重要的意义。 我们知道,使钎料与母材之间发生适当的相互作用,从而实现冶金结合是获得优良焊点的基本前提。
这就要求母材组分可以在液态钎料中溶解,并*终可以形成固溶体,共晶体或金属间化合物。 金属间化合物是一种以简单化学计量比(例如原子比)的成分较为单一的可区分的均匀相。由于锡非常容易和多种金属元素形成金属间化合物,因此,用锡基金属作为钎料时,在互连结合处形成金属间化合物是*常见的现象。
由铜锡二元合金平衡相图(见图1)可知,铜与锡在液态下可以无限互溶,在固态下铜在锡中的溶解度则很小。因此,钎焊时母材铜将向液态的锡钎料中溶解,在随后的冷却过程中将会出现金属间化合物Cu6Sn5(h)。如果铜的溶解量过多,还可能出现Cu3 Sn(e相)。
可以说,化合物相Cu6Sn5的出现是保证锡钎料与铜母材之间实现冶金连接的基本前提。 由于金属化合物相通常都具有硬而脆的特点,因此,出现过多的化合物对焊点的性能是不利的。尽管在钎料冷却凝固之后,由液态金属直接形成化合物相的条件已经不存在,但是由于在随后的热过程中,铜与锡之间的相互扩散过程仍可进行,因此,化合物相仍将继续形成和长大。
通常是在结合前沿处形成一层连续的化合物层。化合物层在靠近铜母材一侧为Cu3 Sn,在邻近锡钎料一侧为Cu6Sn5,当化合物层达到一定厚度时,将会对接头性能产生极为不利的影响。
图1 铜锡二元合金平衡相图 3 金属间化合物的特征 在电子产品的钎料互连过程中,除了铜母材和锡铅钎料之外,还经常涉及到其它一些材料。
例如铜母材上镀有其他金属覆层或者多层薄膜合金层等。在构成这些材料的各元素之间,有相当数量的体系可以形成金属间化合物。表1给出了母材和钎料的各元素之间可能形成的金属间化合物。 表1 母材与钎料之间可能形成的金属间化合物 金属 Ag Al Au Cu Fe In Ni Pb Pt Sb Sn Ag - Ag2Al ss eu ns Ag3In Ag2In AgIn2 ns eu pe Ag3Sb Ag3Sn Al - - Al2Au AlAu AlAu2 Al2Au5 AlAu4 AlCu3 Al3Cu9 Al Cu Al2 Cu AlCu5 AlFe3 AlFe Al2Fe Al5Fe2 Al3Fe Al5Fe - Al3Ni Al3Ni2 AlNi AlNi3 ns PtAl2 Pt2Al Pt2Al3 PtAl Pt5Al3 Pt3Al AlSb eu Au - - - Ss AuCu3 AuCu Au3Cu Pe Au7In Au4In AuIn Au7In3 Au3In2 AuIn AuIn2 Au8In ss AuPb2 Au2Pb ss AuSb2 AuSn4 AuSn2 AuSn Cu - - - - pe Cu4In Cu3In Cu9In4 Cu2In ss ns ss CuPt Cu3Pt Cu3Sb Cu9Sb2 Cu2Sb Cu3Sn Cu6Sn5 Fe - - - - - ns ss FeNi3 - FePt4 FePt FePt3 FeSb FeSb2 Fe3Sn Fe3Sn2 FeSn FeSn2 In - - - - - - In3Ni3 InNi InNi2 InNi3 pe - - In3Sn In3Sn4 Ni - - - - - - - ns ss NiPt Ni3Pt Ni3Sb Ni5Sb2 NiSb2 Ni3Sn2 Ni3Sn Ni3Sn4 Pb - - - - - - - - PbPt3 PbPt Pb4Pt eu eu Pt - - - - - - - - - PtSb PtSb2 Pt3Sn PtSn Pt2Sn3 PtSn2 PtSn4 注:ss 连续固溶体;eu 共晶型;ns 液相分层团溶度极小;pe 包晶型 从表1可以看到Sn与Au、Ag、Ni、Cu等均可以形成金属间化合物。
锡和金之间的金属间化合物生长非常快。例如,在150°C下只需300h就可以形成厚度为50mm的化合物层。金和锡形成的金属间化合物层包括AuSn、AuSn2和AuSn4。AuSn4相性极脆,且极易在与金的焊接中产生缺陷。在周期性热作用或其它机械应力作用下,AuSn4金属间化合物将会脱离基体而失效。
这种脱离发生在金基体和AuSn4金属间化合物,其原因是多重因素导致的。如AuSn4的脆性、及其本身过弱的结合力、多孔的构造以及Kirkendall孔缺陷等。为了使得镀金焊盘上有可靠连接,含金的金属间化合物必须溶入到钎料内部直至表面是Sn/Ni或Sn/Cu的金属间化合物。
这就要求镀金层厚度要薄,一般不要超过1mm。 Ag3Sn是银和锡间形成的*常见的金属间化合物。在银基体上(例如,在镀银的表面)锡基钎料能形成化学式为Ag3Sn的Sn/Ag金属间化合物。 Sn在镍基体上(或镀镍层表面上)能够形成Sn与Ni的金属间化合物。
有三种Sn/Ni金属间化合物相:Ni3Sn、Ni3Sn2、Ni3Sn4。 研究表明Ag/Sn金属间化合物形成较快,而Sn/Ni金属间化合物形成较Cu/Sn慢。 4 金属间化合物的生长 互连界面间形成了金属间化合物说明一种良好的焊接结合已经形成。
但金属间化合物的脆性会对焊点的机械性能造成破坏性影响。如果这些金属化合物层太厚,焊点互连界面因脆性而导致断裂和开路。在机械应力下这将会是个非常大的可靠性问题。比如印刷电路板(PWB)在温度的变化下会收缩或膨胀从而对接点产生机械应力,移动电子产品会经常受到冲击载荷的作用而发生破坏。
实验表明互连界面形成的金属间化合物应该有较适宜的厚度,过低则不能达到较好的固溶连接特性,过高则对系统的可靠性产生影响。例如,Cu基体上涂有Sn/Pb覆层,若Cu和Sn的金属间化合物生长厚度达到2-4mm,点焊的性能会显著降低。 不同的金属间化合物对点焊连接的稳定性有不同的作用。
因而了解相的形成是非常重要的。钎料/基体相互作用可以归结为如下两类:熔溶状态下的钎料/基体相互作用和固化状态下的金属间化合物的生长。润湿过程中,熔化的钎料与固态基体接触并起反应。这时,以下两个过程几乎同时发生:基体金属熔溶到液态金属中,同时钎料中的活性成分与金属基体发生反应。
两个过程都 可以在熔化的钎料和基体之间的连接区域形成金属间化合物。 基体金属熔融到液态钎料中的量取决于它在该材料中的溶解度,而金属间化合物的形成则取决于基体金属中活性元素的溶解度。许多研究都致力于研究熔溶钎料和基体金属间的反应。特别是在无铅化情况下,这种研究更为重要,它直接关系到电子产品的质量和工艺成本。
金相观察一个经过正常焊接工艺获得的Cu/Sn焊点截面,一般只能看到Cu6Sn5而没有Cu3Sn。这说明在熔融状态下Cu6Sn5要比Cu3Sn形成快得多。在光学显微镜下,Cu6Sn5层呈乳白色,大约有1mm厚,视觉上几乎与金属化的白色钎料没有区别。
Cu3Sn层只有在长时间的加热才呈现出可见的淡蓝色。虽然新焊接的结点在光学或电子显微镜下只能观察到Cu6Sn5金属间化合物,但在更高的放大倍率下也能观察到一些非常薄的Cu3Sn层,大约只有几十纳米的厚度。 金属间化合物的生长速度有两种规律:线性生长和抛物线生长。
线性生长是指金属间化合物的生长受原子间反应控制生长;而抛物线型生长则是指生长受扩散到反应界面元素的量的限制(扩散控制)。含有铜元素的基体体系与Sn/Pb钎料合金之间通常近似于抛物线或亚抛物线型生长方式。 铜基/Sn-Pb钎料体系的生长动力学研究比较成熟。
例如,对95Sn-5Ag钎料合金与铜带在高温下形成的金属间化合物的相形态和生长过程的研究得出:在钎料凝固态界面的金属间化合物呈现出较高的形核率和生长率。时效处理后,可以清楚地观察到Sn/Ag、Sn/Cu两种不同的金属间化合物相。测量金属间化合物层的总厚度发现,时效前焊接界面处IMC的厚度为0。
67mm,而经150°C 42天时效处理后,焊接界面的IMC厚度变厚至11。1mm。 对不同合金的引线框架表面镀锡和镀Sn/Pb钎料合金,研究了界面处的金属间化合物生长。镀层成分分别为60Sn-40Pb,30Sn-70Pb,40Sn-60Pb,10Sn-90Pb,引线框架合金分别为铜、黄铜和镀银框架。
分别在20°C,70°C,100°C,135°C,170°C下热处理1700天。发现Ag3Sn存在于所有的含银框架的界面上。也观测到Cu3Sn和Cu6Sn5存在于所有含铜的互连界面上,且一*生长的IMC层是Cu6Sn5。在钎料/黄铜(铜锌合金)界面上存在如下两相:Cu/Sn/Zn三元合金生长于黄铜基体金属表面,而在接近钎料的界面上发现了类似于Cu6Sn5的化合物(含有一些锌)。
主要的原因是,在任何温度下,比较基体不同而成分相同的镀层,化合物生长成*终厚度的速率,在银上*快,铜次之,再次是黄铜。而60Sn-40Pb镀层是在所有基体金属表面生长*快的。基体的硬度和表面镀金处理对互连界面上IMC的生长影响不大。 金、钯等金属镀层能够立即扩散到含锡钎料中去而形成弥散细小的金属间化合物。
在钎焊过程中,由于母材与钎料之间存在相互作用,一些母材组分会溶解到液态钎料中去。不同的材料在不同的液态钎料中的溶解速度是不同的。将直径为0。5mm的金、银、钯、铜、镍、铂丝浸入到液态钎料中,针对不同的温度和时间,测出溶解速率。表2给出了该实验的结果。
可以看出随着温度的升高,溶解量迅速增加,金和银的溶解速度*高,而铂和镍的溶解速度低。 表2 不同温度下几种金属元素在熔融的锡铅中的溶解速率 金属 温度/°C 溶解速度/mm×s-1 金属 温度/°C 溶解速度/mm×s-1 Au 199 216 232 252 0。
89 1。74 2。99 4。25 Ag 199 232 274 316 0。53 1。11 2。46 4。84 Cu 232 274 316 371 427 482 0。
10 0。18 0。54 1。56 3。63 6。30 Pd 232 274 316 371 427 482 0。036 0。091 0。16 0。36 1。03 2。62 Pt 371 427 482 0。
021 0。13 0。43 Ni 371 427 482 0。043 0。11 0。39 5 金属间化合物的物理性能 金属间化合物与钎料或基体的物理性能明显不同。表3给出了Cu/Sn和Cu/Ni金属间化合物的物理性能。
表3 室温下金属间化合物的物理性能 性能 Cu6Sn5 Cu3Sn Ni3Sn4 维氏硬度(kg/mm2) 378±55 343±47 365±7 断裂韧性(MPa×m1/2) 1。
4±0。3 1。7±0。3 1。2±0。1 弹性模量(GPa) 85。56±6。5 108。3±4。4 133。3±5。6 剪切模量(GPa) 50。
24 42。41 45。0 热膨胀系数(´10-6/°C) 16。3±0。3 19。0±0。3 13。7±0。3 热扩散系数(cm2/s) 0。145±0。
015 0。24±0。024 0。08±0。008 热容容量(J/g/°C) 0。286±0。012 0。326±0。012 0。272±0。012 电阻率(mΩ×cm) 17。
5±0。1 8。93±0。02 28。5±0。1 密度(g/cm3) 8。28±0。02 8。9±0。02 8。65±0。02 热导率(W/cm×°C) 0。
341±0。051 0。704±0。098 0。198±0。019 从表3 可知,金属间化合物的延性较差,硬度较高,这表明金属间化合物具有较大的脆性。金属间化合物的这种高硬度使得在一般条件下焊点受到应力时不会有塑性形变产生。
金属间化合物较大的弹性模量使得它们的展延性变差。金属间化合物的热膨胀系数与金属的相差不多,因而,它们与连接着的基体金属的膨胀量也会差不多。金属间化合物的热导率和电导率比较低,这对于一个薄的金属间化合物层来说,其影响不会很大。但是对于微型焊点来说,由于点焊尺寸变小,这些物理性能将会对电路的性能造成很大的影响。
(2010年10月7日)。
相关资讯查看>>
供应商信息
沧州惠达机床附件有限公司
其他机床附件
公司地址:河北省沧州市盐山县蔡八里工业园
企业信息
联系人:张路
手机:
18233661822
注册时间: 2016-08-15








 欢迎访问沧州惠达机床附件有限公司网站
欢迎访问沧州惠达机床附件有限公司网站