







砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行高精度修整.润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑。机床配置吸尘器,并实现磨削和吸尘同步进行.电气系统布线整齐,结构合理,散热性强。电气系统适应机床工作环境.看看中心孔磨床上是怎样工作的外圆磨削是金属加工制造业中一道非常重要和常见的精密加工工艺,而中心孔磨削是外圆磨削的前提,如果没有高精度的中心孔,高精度的外圆磨削将是无本之木无稽之谈。
机床主要结构和传动要求机床床身导轨需要经过多次时效处理,耐磨性好.磨轴部件由高精度的主轴和轴承组成!并经多次时效、探伤、加工而成,在装配中又进行细心装配和调整,后能在45000转/分下稳定工作!主轴箱实现进给磨削和退回!工件夹紧机构有自动定心功能.砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行高精度修整。润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑!机床配置吸尘器,并实现磨削和吸尘同步进行!
砂轮磨削时无纵向进给运动.粗磨时可用较高的切入速度;精磨时切入速度则较低,以防止工件烧伤和发热变形!切入磨削法(简称切入法)的特点:1)整个砂轮宽度上磨粒的工作情况相同,充分发挥所有磨粒的磨削作用同时,由于采用连续的横向进给,缩短磨削的基本时间,故有很高的生产效率!2)径向磨削力较大,工件容易产生弯曲变形,一般不适宜磨削较细的工件.3)磨削时产生较大的磨削热,工件容易烧伤和发热变形!4)砂轮表面的形态(修整痕迹)会复制到工件表面,影响工件表面粗糙度。
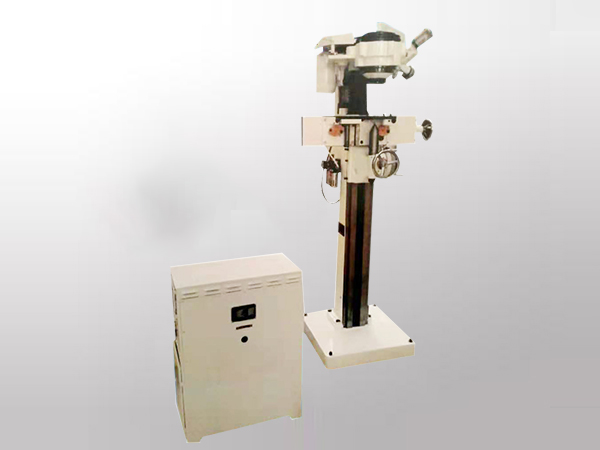
2M8015中心孔磨床
纵向磨削法(简称纵向法)的特点:1)在砂轮整个宽度上,磨粒的工作情况不一样,砂轮左端面(或右端面)尖角负担主要的切削作用,工件部分磨削余量均由砂轮尖角处的磨粒切除,而砂轮宽度上绝大部分磨粒担负减少工件表面粗糙度值的作用!纵向磨削法磨削力小,散热条件好,可获得较高的加工精度和较小的表面粗糙度值!2)劳动生产率低!3)磨削力较小,适用于细长、精密或薄壁工件的磨削。切入磨削法切入磨削法又称横向磨削法!被磨削工件外圆长度应小于砂轮宽度,磨削时砂轮作连续或间断横向进给运动,直到磨去全部余量为止!
2M8015×1000(2000、3000)中心孔磨床是我们主要生产产品之一,除此之外我公司生产的产品还有:桥梁U肋,煤矿液压支架,起重设备,电动葫芦,欧式葫芦,钢结构件加工折弯冲孔焊接,通信铁塔生产,钢结构冲压件等,中心孔(俗称顶尖孔)磨床应用范围相当广泛,凡要求精度比较高的轴类零件,其两端的中心孔都需要磨削,否则难以达到外圆精度要求!中心孔(俗称顶尖孔)是加工工艺基准,好的中心孔是制造高精度轴类件的基础.
 欢迎访问新乡鸣瑞机床制造有限公司网站
欢迎访问新乡鸣瑞机床制造有限公司网站


