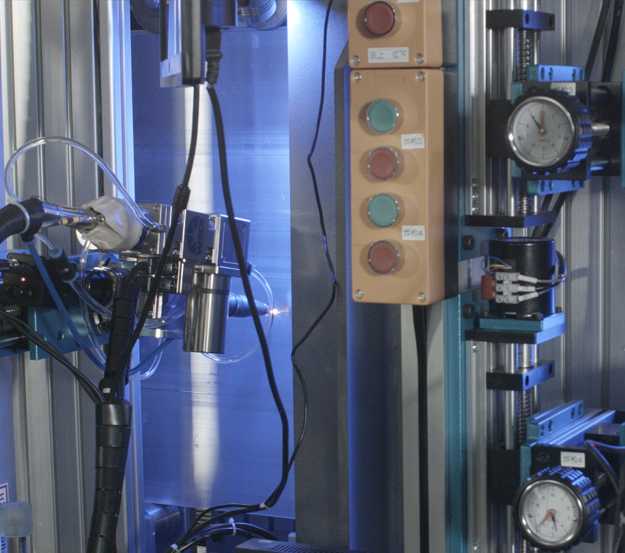
2!框架更加坚固,不易变形,延长门窗使用寿命(1)设备组成该设备由导轨床,旋转转盘,气动尾顶滑动装置,旋转装置,工件夹紧装置,中间加载装置,专用焊枪气动调节装置,一种焊枪三维微调装置,一种焊枪夹!它由一个固定装置,一个气动尾翼和一个特殊的电气控制系统组成!环缝自动焊接。(2)工作原理在旋转端夹紧工件,在另一端紧固工件的原理,双头CO2焊枪相对不可移动的原理与CO2/MAG焊接电源相匹配,以实现焊接工件环缝!
如:H形纵向焊缝每米可预留0。5~0!7毫米。10。对于长构件的扭曲.主要靠提高板材平整度和构件组装精度,使坡口角度和间隙准确.电弧的指向或对中准确,以使焊缝角度变形和翼板及腹板纵向变形值与构件长度方向一致.11!在焊缝较多的构件组焊或结构安装时,要采取合理的焊接顺序!12。全铝整板焊接薄板时,采用水中焊接法.即在水中用保护气体包围熔池,并由气体将附近的水完全排除,以保证焊接正常进行!采用此法,固熔池周围的金属及时被水冷却,而将变形量控制到很小的程度(在焊接侧的对面加循环冷却液带走焊接产生的热量)。
全铝家居整板焊接价格
 激光机械手焊接机公司_桌椅机械及行业设备定制-佛山市众力数控焊割科技有限公司
激光机械手焊接机公司_桌椅机械及行业设备定制-佛山市众力数控焊割科技有限公司 2。采用热输入较小的焊接方法。如:CO2气体保护焊!3.厚板焊接尽可能采用多层焊代替单层焊。4!在满足设计要求的情况下,纵向加强肋和横向加强肋的焊接可采用间断焊接法!5。双面均可焊接操作时,要采用双面对称坡口,并在多层焊时采用与构件中和轴对称的焊接顺序!6.T形接头板厚较大时采用开坡口角对接焊缝。7!采用焊前反变形方法控制焊后的角变形.8。采用刚性夹具固定法控制焊后变形!9.采用构件的预留长度法补偿焊缝纵向收缩变形!
(3)适用范围1适用于碳钢扁钢圆环接缝和不锈钢阀体及法兰的焊接!nbsp;2环接缝的直径为25毫米,直径为120毫米。nbsp;3阀体和法兰焊接体的长度为360mm,法兰的直径为260mm.nbsp;4工件重量为45kg,机床转弯直径为450mm.我们知道外铝因为季节变化而产生的热胀冷缩现象,可能会让门窗因为缝隙而出现渗水,从而使内部型材受到腐蚀,危害到门窗的寿命!如门窗采用无缝焊接工艺,则很好的避开了以上问题,窗框更加坚固,门窗连接处喷涂更加均匀。
如果您想咨询全铝整板焊接更多信息,请致电立新:13702613548;珍惜与每个对全铝整板焊接有需求的企业、个人
能有进一步的交流机会,欢迎各大企业、个人光临公司本部,佛山市众力数控焊割科技有限公司详细地址:广东省佛山市南海区里水镇官和路南18号首层之8。
我们的公司名称是佛山市众力数控焊割科技有限公司。我们公司在其他未分类这个行业有丰富的经验,可以提供的咨询、的产品。 主营产品主要有全铝整板焊接,该产品是关于全铝整板焊接的,
如果想进一步的了解其他信息,欢迎随时联系我们。
 激光机械手焊接机哪家好_其他焊接、切割设备相关-佛山市众力数控焊割科技有限公司
激光机械手焊接机哪家好_其他焊接、切割设备相关-佛山市众力数控焊割科技有限公司铝镁锰板是铝合金板吗?
不是。铝镁锰板是一种极具性价比的屋面、外墙材料。铝合金在建筑业中得到广泛的应用,为现代建筑向舒适、轻型、耐久、经济、环保等方向发展发挥了重要的作用。单层铝板可采用纯铝板、猛合金铝板和镁合金铝板。价格上来讲,铝镁锰板能够回收利用,更经济些。
换热管管子与管板焊接
管板只作一般表面平整度检查。换热管管子与管板连接好采用涨接,便于检修拆换。
焊接铝窗花哪个品牌质量好?
不是越大的*越好,而是口碑好的才是真的好。比如煜轩就不错。
我家装修是煜轩定做的,好多人都得说不错。质量也挺好的。
铝及铝合金有哪些焊接特点?
由于铝及铝合金所具有独特的物理化学性能,在焊接过程中会产生一系列的困难和特点,具体表现有以下几点:(1) 强的氧化能力:铝与氧的亲和力很大,在空气中极易与氧结合生成致密结实的A1203薄膜,厚度约0。1pm。Al203的熔点高达2 050T,远远超过铝合金的熔点,而且密度大,约为铝的1。
4倍。在焊接过程中,氧化铝薄膜会阻碍金属之间的良好结合。因此,为保证焊接质量,焊接前必须严格清理焊件表面的氧化物,并防止在焊接过程中再氧化。对熔化金属和处于高温下的金属进行有效的保护,这是铝及铝合金焊接的一个重要特点。(2) 热导系数和比热容等都很大(约比钢大1倍多),在焊接过程中大量的热量能被迅速传导到基本金属内部,因此焊接铝及铝合金比钢要消耗更多的热量。
为获得高质量的焊接接头,必须采用能量集中、功率大的热源,有时需采用预热等工艺措施。(3) 热裂纹倾向性大:铝及铝合金的线膨胀系数约为钢的两倍,凝固时的体积收缩率达6。 5%左右。因此焊接某些铝合金时,往往由于过大的内应力而在脆性温度区间内产生热裂纹,这是铝合金尤其是高强铝合金焊接时*常见的严重缺陷之一。
生产中常采用调整焊丝成分的方法防止裂纹的产生,如焊丝SAlSi5。采用合理的焊接工艺对于防止热裂纹的产生也是有利的和必要的。(4) 容易形成气孔:焊接接头中的气孔是铝及合金焊接时易产生的另一个常见的缺陷,氢是熔焊时产生气孔的主要原因。铝及铝合金时的液体熔池很容易吸收气体,高温下溶入的大量气体,在焊后冷却凝固过程中来不及析出,而聚集在焊缝中形成气孔。
弧柱气氛中的水分,焊接材料及母材表面氧化膜吸附的水分都是焊缝气体中氢的主要来源,因此焊接前必须严格清理,并合理选择焊接工艺防止气孔的产生。(5) 焊接热对基体金属有影响:焊接可热处理强化的铝合金时,由于焊接热的影响,会使基体金属近缝区某些部位的力学性能变坏,对于冷作硬化的合金也是如此,使接头性能弱化,并且焊接热输入越大,性能降低的程度也愈严重。
(6) 无色泽变化:铝及铝合金从固态变成液态时,无明显的色泽变化。因此在焊接过程中给操作者带来不少困难。
相关资讯查看>>
供应商信息
佛山市众力数控焊割科技有限公司
其他未分类
公司地址:广东省佛山市南海区里水镇官和路南18号首层之8
企业信息
联系人:杨立新
手机:
13702613548
注册时间: 2014-07-01






 欢迎访问佛山市众力数控焊割科技有限公司网站
欢迎访问佛山市众力数控焊割科技有限公司网站