

裂化管按横截面积形状的不同可分为圆管和异型管!由于在周长相等的条件下,裂化管面积大,用圆形管可以输送更多的流体![1淬火加热温度根据钢的成分、组织和不同的性能要求来确定。亚共析钢是AC3+(30~50℃);共析钢和过共析钢是AC1+(30~50℃)!亚共析20#石油裂化钢管淬火加热温度若选用低于AC3的温度,则此时20#石油裂化钢管尚未完全奥氏体化,存在有部分未转变的铁素体,淬火后20#石油裂化钢管仍保留在淬火组织中!
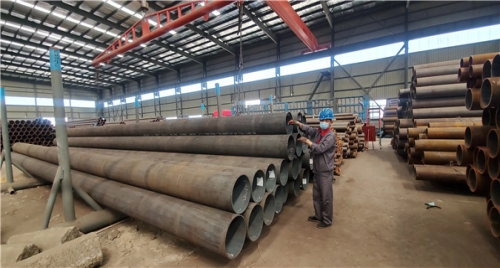
包钢股份发布公告称,该公司和泰纳瑞斯远东公司成立合资公司,结合双方在无缝钢管生产制造和特殊丝扣领域的技术优势共同开发特殊丝扣钢管,为中国快速增长的石油和天然气行业提供的管材产品!广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等!用裂化管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,当前已广泛用钢管来制造!裂化管还是各种常规不可缺少的材料,枪管、炮筒等都要石油裂化管来制造!
青岛20#石油裂化管
第二种退火工艺(c)采用不完全奥氏体化的温度加热,高温装炉。生产周期短,性能指标也满足标准要求,并且能耗小!表面氧化轻,对钢管表面质量有利!亦可作为批量生产的工艺选择![1]在生产实践中选择工件的淬火加热温度时,除了遵守上述一般原则外,还要考虑工件的化学成分、技术要求、尺寸形状、原始组织以及加热设备、冷却介质等诸多因素的影响,对加热温度予以适当调整!如20#石油裂化钢管零件,通常取上限,对于形状复杂零件取下限!
实验证明,穿孔过程中要选用经穿制碳素钢管后已在顶头表面形成致密氧化膜的顶头!3)退火工艺根据1Cr5Mo钢的Ac1点为770一790度,Ac3点为830一850度,选择电阻式球化退火炉为设备!在108三辊轧管机组上按照常规的工艺路线,利用电阻球化退火炉,生产1Cr5Mo石油裂化管!生产工艺是完全可行的!生产石油裂化管必须有高质量的坯料.钢管生产过程中必须轻吊,轻放,防止钢管外表面碰伤、擦伤。第一种退火工艺(b),采用完全奥氏体化的温度加热,高温装炉(750C),高温出炉,生产周期短,且性能指标比较好,可作批量生产的优化工艺!
铁素体的硬度较低,从而使淬火后的硬度达不到要求,同时也会影响其他力学性能!若将亚共析钢加热到远高于AC3温度淬火,则奥氏体晶粒会显著粗大,从而破坏淬火后的20#石油裂化钢管性能.所以亚共析钢淬火加热温度选用AC3+(30~50℃),这样既保证充分奥氏体化,又保持奥氏体晶粒的细小。过共析钢的淬火加热温度一般推荐为AC1+(30~50℃)!在实际生产中还根据情况适当提高20℃左右!在此温度范围内加热,其组织为细小晶粒的奥氏体和部分细小均匀分布的未溶碳化物!
 欢迎访问天津市汇兴通管材销售有限公司网站
欢迎访问天津市汇兴通管材销售有限公司网站