
这是由于加热时间的缩短使边沿加热区宽度变窄,缩短了形成金属氧化物的时间,假如焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输进热量的变化而变化,形成内毛刺较大!在低速焊时,输进热量少使焊接困难,若不符合规定值时易产生缺陷!采用高频电流使金属表面局部加热,在外力作用下使它焊合,不使用任何焊丝,焊剂,可连续大批量生产.1、规格(截面尺寸)范围广。高度、腹板、翼缘厚度、翼缘宽度可以按顾客要求选择适应的钢板焊接.
聊城正规高频焊方管报价
我们推荐聊城正规高频焊方管报价
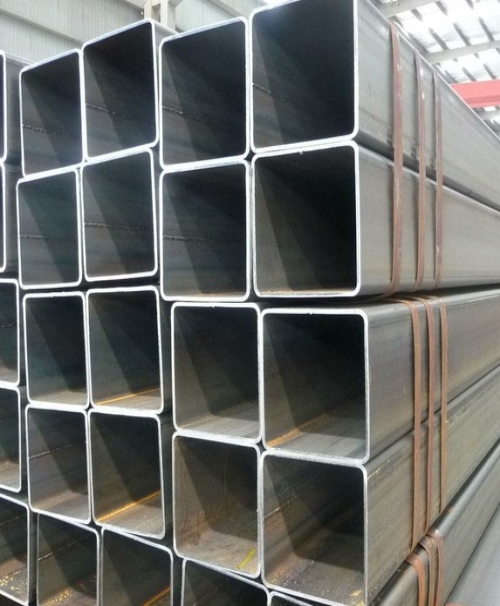
开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品.焊接速度是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关!在高频焊接方管时,焊接质量随焊接速度的加快而进步.这是由于加热时间的缩短使边沿加热区宽度变窄,缩短了形成金属氧化物的时间,假如焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输进热量的变化而变化,形成内毛刺较大!
高品质聊城正规高频焊方管报价
成形工艺一般采用辊弯冷成型方式!高频直缝焊接钢管一般生产的口径都较小,一般在外径660mm或26英寸以下.其特点是:焊接速度快大,例如,对于外径1英寸以下钢管,焊接速度大可达200米/分钟.对于外径25英寸钢管,焊接速度也能达到20米/分钟以上.其焊接为压接方式,而不是熔融焊接,与熔融焊接相比,焊接热影响区相对较小,对母材的组织影响小!焊接后焊缝的强度和韧性与母体不同!材根据使用需求,可以对内外焊接毛刺进行清理或不作清理。
可以作热轧H型钢标准之外的品种。2、选择钢种多样!热轧H型钢主要是Q235B和Q345B,需要小批量特殊钢种时,生产厂不可能给生产!焊接可以根据需要选择钢板即可!3、产品精度高、表面质量好。由于钢板产品精度高、表面质量好,所以焊后的H精度也高、表面质量也好。钢板(用于焊接H型钢)的厚度偏差一般是零点零几毫米到零点几毫米,而热轧H型钢厚度偏差是零点几毫米到1毫米,相差近于10倍!4、性能稳定、内部组织好。
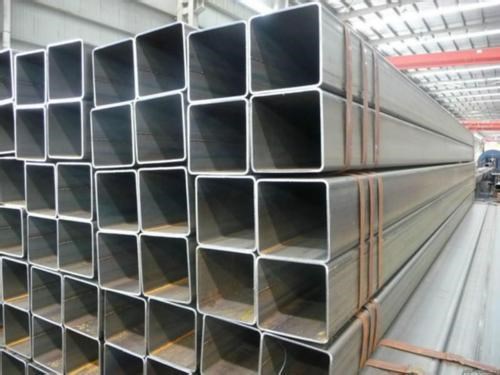
在低速焊时,输进热量少使焊接困难,若不符合规定值时易产生缺陷!高频焊管,是用钢板或带钢经过卷曲成型后焊接制成的方管!焊接方管生产工艺简单,生产效率高,品种规格多!直径大或较厚的焊接方管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了.然后经过简单抛光,拉丝就可以了。严格把控生产过程。焊接速度是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在高频焊接方管时,焊接质量随焊接速度的加快而进步.
[1]高频直缝电阻焊钢管是热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应,使管坯边缘加热熔化,在挤压辊的作用下进行压力焊接来实现生产的产品!高频电阻焊接的钢管,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好。外表光洁、精度高、造价低焊缝余高小,有利3PE防腐涂层的包覆。高频焊接钢管与埋弧焊管的焊接方式有显著的不同!由于焊接是在高速下瞬间完成,保证焊接质量的难度大大高于埋弧焊接方式!
 欢迎访问山东华创聚能新材料有限公司网站
欢迎访问山东华创聚能新材料有限公司网站