d、镁废屑存放要及时清理,设置长保存时限。e、工作区域内应存放足量黄砂以防灭火之用!轧制成形在室温下镁合金的塑性很低,不适宜冷轧,因此板带都在一定温度下进行热轧与温轧,生产厚板、薄带板!适于生产板带材的镁合金有镁-锰系合金(M2M、ME20M等),镁-铝-锌系合金(AZ31B等),镁-锂系合金(LA141等),以及纯镁等。镁及镁合金薄板是指厚度为0.8~10mm的板材,铝合金薄板为厚度≥0。
细晶粒的AZ3AZ61及ZK60合金的都有超塑性。二次成形镁合金半成品的二次成形包括:超塑成形、变曲成形、深拉延、手工旋压、强力旋压、橡皮板成形、拉延成形、落锤成形,等等!有引起镁合金可以于室温成形,但绝大多数合金应加热到一定温度,高温成形对工模具与工艺都有特殊要求!镁屑与微细粉末的处理废屑必须分开存放,不能淋到雨水。将加工产生的镁废屑用桶装好,并泡上镁加工用切削液!放置在通风但不能淋雨见水的位置,不能盖盖子,让可能产生的氢气自然挥发(氢气得不到充分挥发,有可能引起爆炸).
目前,热挤压是变形镁合金的首要塑性变形加工工艺,与变形铝合金的挤压一样,镁合金挤压材可以正向挤压,也可以反向挤压,可以用单动挤压机生产,也可以用双动挤压机生产,可以用卧式挤压,也可以用立式挤压机!总之,凡是用于挤压-铝合金半成品的装备皆可用于生产镁合金材料,只不过工艺参数不同,配套设备与精整设备有所差异.在生产镁合金挤压材时主要采用正挤压法,反挤压法用的少。有时间或采用组合挤压法,即挤压初期用反挤压法,以消除正挤压时挤压筒与锭坯之间的摩擦,而后立即转为正挤压.
磨削加工中的安全问题镁粉很容易燃烧,悬浮在空气中时会引起爆炸.因此,对镁合金零件进行磨削加工时必须采取下列预防措施:a、必须有专门用于镁合金零件加工的磨床.在对砂轮进行修整之前,应对吸尘器做清理!b、对用铬酸盐蚀洗过的镁合金零件表面进行返工磨削时,有可能引起火花,因此要特别小心,绝不允许有粉尘聚集在附近!c、磨削设备操作人员应当使用平滑的帽子、平滑的手套与无口袋和袖口的平滑阻燃服,所用的围裙或防护服应当清洁无尘和易于脱下.
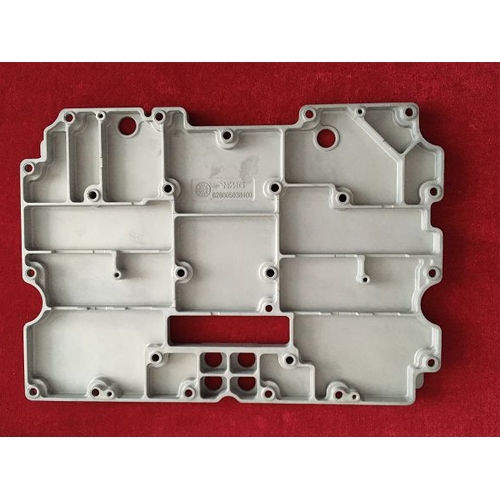
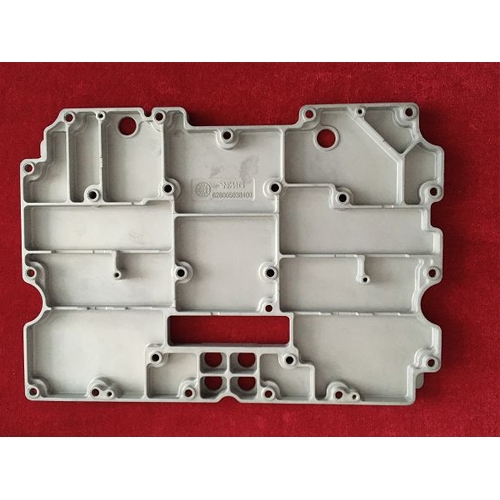
青岛博林特机械有限公司是一家着力于研究镁合金的公司, 经过多年的坚持不懈与努力,公司在业内也算是有属于自己的一片天。 公司多年来一直坚持为客户提供专业、快捷、周到的服务,愿与业内同仁共同致力于行业的进步。 公司主营产品有:镁合金零件,我们在这里等待您的到来!
如果您看到这段话,说明您对我们镁合金零件感兴趣,不要犹豫,给我们一个机会,也给自己一个机会。 拿起手机来拨打我们的电话。林特等待着您的每一次致电:18561836065 让青岛博林特机械有限公司为您服务, 我们在青岛市城阳区正阳路380号这里等您。
2~≤0mm的板材;镁合金厚板是指厚度10mm的板材,铝合金厚板的定义为厚度0mm的板材.挤压成形大部分镁材是用挤压工艺生产的,产品有管、棒、形材,挤压都是在一定温度下进行。镁合金挤压工艺和装备与生产铝合金挤压材的相当!所有的变形镁合金都可以用于生产挤压材:用于挤压管材的有AZ31B、AZ61A、ZK10A等;用于生产棒材的主要有AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等;用于生产型材的主要是AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等。

通常多采用箱式电阻炉加热,镁合金的热导率高,任何形状和尺寸的锭坯均可进炉直接加热,不必预热.由于镁合金加热温度远低于其熔点,加热时不必采用惰气或还原性气氛,但必须确保炉温均匀,不得出现大的温度梯度,严防锭坯局部过热,好采用强制循环气流,同时,应保证加热炉能地控制温度,并采取锭坯加热保护措施,以防过热或甚至燃烧.塑性加工工艺变形镁合金的加工工艺与变形铝合金的差不多,可分为整体成形工艺(轧制、挤压、锻造)与二次成形工艺.
北京镁合金零件厂家
镁合金零件机械加工的注意事项及安全操作规程机械加工过程中的不安全因素在对镁合金进行机械加工的过程中,产生的切屑和细粉末都有燃烧或爆炸的危险!在镁合金的加工过程中,使切屑升温到达闪点或燃烧的影响因素如下:a、加工速度与切削速率之间的关系.切削热的产生与切削速度呈同比例增长,相对温度越高,则着火的可能性越大.b、其他因素!进给速率或吃刀量太小;加工过程中的停顿时间过长;刀具的后角和容屑空间过小;在没有使用切削液的情况下采用了很高的切削速度;刀具与嵌套在铸件中的异种金属芯衬相撞时可能产生火花;镁切屑在机床周围或下方积聚等!
 欢迎访问青岛博林特机械有限公司网站
欢迎访问青岛博林特机械有限公司网站