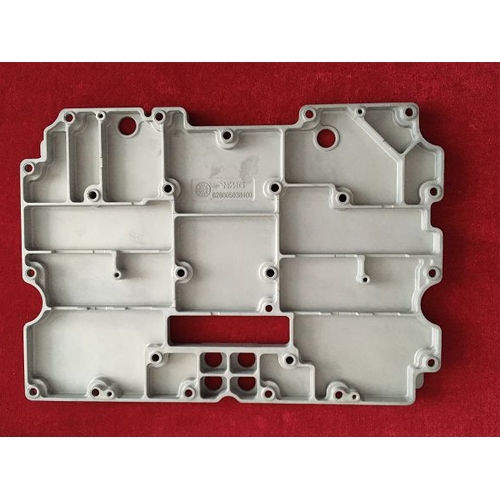
镁合金零件机械加工的注意事项及安全操作规程机械加工过程中的不安全因素在对镁合金进行机械加工的过程中,产生的切屑和细粉末都有燃烧或爆炸的危险!在镁合金的加工过程中,使切屑升温到达闪点或燃烧的影响因素如下:a、加工速度与切削速率之间的关系.切削热的产生与切削速度呈同比例增长,相对温度越高,则着火的可能性越大.b、其他因素!进给速率或吃刀量太小;加工过程中的停顿时间过长;刀具的后角和容屑空间过小;在没有使用切削液的情况下采用了很高的切削速度;刀具与嵌套在铸件中的异种金属芯衬相撞时可能产生火花;镁切屑在机床周围或下方积聚等。

细晶粒的AZ3AZ61及ZK60合金的都有超塑性。二次成形镁合金半成品的二次成形包括:超塑成形、变曲成形、深拉延、手工旋压、强力旋压、橡皮板成形、拉延成形、落锤成形,等等。有引起镁合金可以于室温成形,但绝大多数合金应加热到一定温度,高温成形对工模具与工艺都有特殊要求.镁屑与微细粉末的处理废屑必须分开存放,不能淋到雨水!将加工产生的镁废屑用桶装好,并泡上镁加工用切削液!放置在通风但不能淋雨见水的位置,不能盖盖子,让可能产生的氢气自然挥发(氢气得不到充分挥发,有可能引起爆炸)!
通常多采用箱式电阻炉加热,镁合金的热导率高,任何形状和尺寸的锭坯均可进炉直接加热,不必预热。由于镁合金加热温度远低于其熔点,加热时不必采用惰气或还原性气氛,但必须确保炉温均匀,不得出现大的温度梯度,严防锭坯局部过热,好采用强制循环气流,同时,应保证加热炉能地控制温度,并采取锭坯加热保护措施,以防过热或甚至燃烧!塑性加工工艺变形镁合金的加工工艺与变形铝合金的差不多,可分为整体成形工艺(轧制、挤压、锻造)与二次成形工艺。
我们推荐贵州镁合金零件生产厂家
周边严禁吸烟,焊接等任何有火源性的行为。镁屑燃烧的灭火a、D级灭火器。其材料通常使用氯化钠基粉末或一种经过钝化处理的石墨基粉末,其原理是通过排除氧气来闷熄灭火.b、覆盖剂或干砂!小面积着火可用其覆盖,其原理也是通过排除氧气来闷熄灭火。c、铸铁碎屑!在没有其他好的灭火材料的情况下也可用之,主要作用是将温度降到镁的燃点以下,而不是将火闷熄。镁合金的六大塑性加工工艺变形镁合金的塑性加工工艺与变形铝合金的大体相同,但镁合金一般都在加热状态下进行,对锭坯加热可采用与铝合金相似的加热方式,但是锭坯绝不可与火焰直接接触,否则会发生燃烧,引发不易控制的灾难性的火灾,锭上的机械加工毛刺好清除干净,以免引发火灾!
贵州镁合金零件生产厂家
2~≤0mm的板材;镁合金厚板是指厚度10mm的板材,铝合金厚板的定义为厚度0mm的板材。挤压成形大部分镁材是用挤压工艺生产的,产品有管、棒、形材,挤压都是在一定温度下进行!镁合金挤压工艺和装备与生产铝合金挤压材的相当.所有的变形镁合金都可以用于生产挤压材:用于挤压管材的有AZ31B、AZ61A、ZK10A等;用于生产棒材的主要有AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等;用于生产型材的主要是AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等。
机械加工的安全操作规程a、切削工具要保持锋利,并磨出较大的后角与离隙角;不允许使用钝的、粘有切屑的或破裂的刀具!b、一般情况下,尽量使用大进给量进行加工,避免使用微小的进给量,以产生较大厚度的切屑!c、不要让刀具中途停顿在工件上!d、使用微小切削量时,要使用矿物油冷却液来减少降温。e、如果镁合金零件中有钢铁芯衬时,要避免与刀具相碰产生火花!f、保持环境整齐、干净.g、严禁在加工工作区域内吸烟、生火、电焊等任何有火源性的操作行为!
 欢迎访问青岛博林特机械有限公司网站
欢迎访问青岛博林特机械有限公司网站