





钣金喷涂_喷涂


喷塑加工是将塑料粉末通过高压静电设备充电,在电场的作用下,将涂料喷涂到工件的表面,粉末会被均匀地吸附在工件表面,形成粉状的涂层;而粉状涂层经过高温烘烤后流平固化,塑料颗粒会融化成一层致密的效果各异的最终保护涂层;牢牢附着在工件表面,喷塑产品多用于户内使用的箱体,漆膜呈现平光或哑光效果。喷塑粉主要有丙烯酸粉末、聚酯粉末等。优势:不需稀料,施工对环境无污染,对人体无毒害;涂层外观质量优异,附着力及机械强度强;喷涂施工固化时间短;涂层耐腐耐磨能力高出很多;不需底漆;施工简便,对工人技术要求低;成本低于喷漆工艺;有些施工场合已经明确提出必须使用静电喷塑工艺处理;静电喷粉喷涂过程中不会出现喷漆工艺中常见的流淌现象。工艺流程:1、前处理:目的:除掉工件表面的油污、灰尘、锈迹,并在工件表面生成一层抗腐蚀且能够增加喷涂涂层附着力的"磷化层"。主要工艺步骤:除油、除锈、磷化、钝化。工件经前处理后不但表面没有油、锈、尘,而且原来银白色有光泽的表面上生成一层均匀而粗糙的不容易生锈的灰色磷化膜,既能防锈又能增加喷塑层的附着力。2、静电喷涂目的:将粉末涂料均匀地喷涂到工件的表面上,特殊工件(包含容易产生静电屏蔽的位置)应该采用高性能的静电喷塑机来完成喷涂。工艺步骤:利用静电吸附原理,在工件的表面均匀的喷上一层粉末涂料;落下的粉末通过回收系统回收,过筛后可以再用。3、高温固化目的:将工件表面的粉末涂料加热到规定的温度并保温相应的时间,使之熔化、流平、固化,从而得到我们想要的工件表面效果。工艺步骤:将喷涂好的工件推入固化炉,加热到预定的温度(一般185度),并保温相应的时间(15分钟);开炉取出冷却即得到成品。一般工件不同,加温温度与保温时间也不同。提示:加热及控制系统(包括电加热、燃油、燃气、燃煤等各种加热方式)+保温箱体=固化炉。4、出炉冷却出炉冷却是将喷塑过程的结果进行冷却,使之回归到正常温度的一个过程。5、装饰处理目的:使经过静电喷涂后的工件达到某一种特殊的外观效果如:各种木纹、花纹、增光等。工艺步骤:罩光;转印等处理工艺。
激光切割
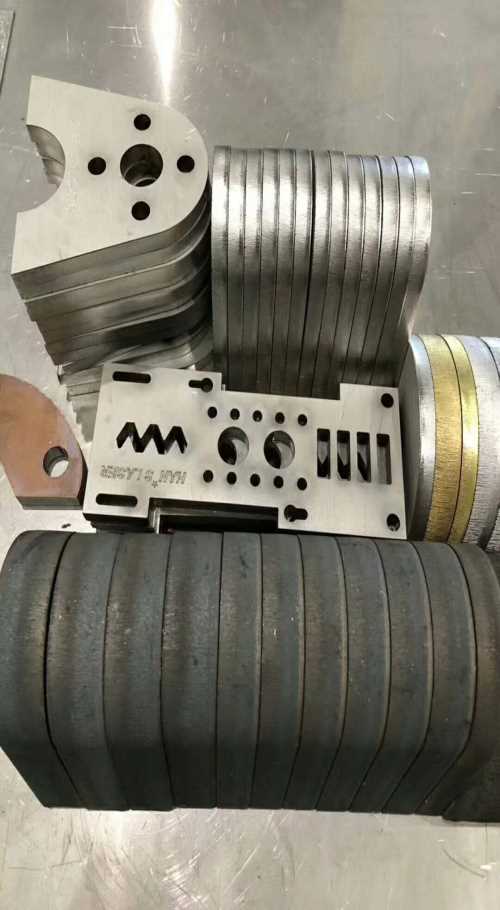


激光切割利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。激光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。具体概括为如下几个方面。⑴切割质量好由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。①激光切割切口细窄,切缝两边平行并且与表面垂直,切割零件的尺寸精度可达±0.05mm。②切割表面光洁美观,表面粗糙度只有几十微米,甚至激光切割可以作为最后一道工序,无需机械加工,零部件可直接使用。③材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小,切割精度高,切缝的几何形状好,切缝横截面形状呈现较为规则的长方形。激光切割、氧乙炔切割和等离子切割方法的比较见表1,切割材料为6.2mm厚的低碳钢板。⑵切割效率高由于激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控。操作时,只需改变数控程序,就可适用不同形状零件的切割,既可进行二维切割,又可实现三维切割。⑶切割速度快用功率为1200W的激光切割2mm厚的低碳钢板,切割速度可达600cm/min;切割5mm厚的聚丙烯树脂板,切割速度可达1200cm/min。材料在激光切割时不需要装夹固定,既可节省工装夹具,又节省了上、下料的辅助时间。⑷非接触式切割激光切割时割炬与工件无接触,不存在工具的磨损。加工不同形状的零件,不需要更换“刀具”,只需改变激光器的输出参数。激光切割过程噪声低,振动小,无污染。⑸切割材料的种类多与氧乙炔切割和等离子切割比较,激光切割材料的种类多,包括金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维等。但是对于不同的材料,由于自身的热物理性能及对激光的吸收率不同,表现出不同的激光切割适应性。
型材




型材是铁或钢以及具有一定强度和韧性的材料(如塑料、铝、玻璃纤维等)通过轧制,挤出,铸造等工艺制成的具有一定几何形状的物体。浏阳市锐新金属制品有限公司主要出售角钢、槽钢,角钢被广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库货架等。槽钢被主要用于建筑结构、车辆制造和其它工业结构,槽钢还常常和工字钢配合使用。
焊接



工序过程1、根据不同形状的产品做模具。模具分上下凹模方式,通过车、刨、铣、蚀、电火花等综合工序完成。凹坑形状、尺寸跟产品半边一致。因为腊模主要用于工业蜡压型使用,因此选用熔点不高,硬度不高、要求较低、价格较便宜、重量较轻的铝合金材料做模具。2、利用铝合金模具生产出大量的工业蜡实芯模型。在正常情况下一只工业蜡实芯模型只能对应出一只毛坯产品。3、对蜡模周边余量进行精修,去毛刺后将多个单一蜡模粘在(又称组树)预先准备好的模头上,此模头也是用蜡模生产出的工业蜡实芯模型。(外形很像一棵树)4、将已固定在模头上的多个蜡模涂上工业胶水后均匀喷上第一层细砂(一种耐火砂、耐高温,通常用的是硅沙)。此砂颗粒很小、很细,这样能确保最终毛坯表面尽量的光滑。5、在设定的室温(或恒温)下让喷了第一层细砂的蜡模自然风干,但不能影响内部蜡模形状变化,自然风干的时间取决于产品本身内部的复杂程度,一般精铸件第一次的风干时间大约在5—8小时左右。6、第一次砂喷完并自然风干后,在蜡模的表面继续上工业胶水(硅溶浆),并喷上第二层砂,第二层砂颗粒大小要比之前的第一层砂来的大、来的粗。喷完第二层砂后也是在设定的恒温下让蜡模自然风干。7、第二次砂喷完并自然风干后,依次类推进行第三次喷砂,第四次喷砂,第五次喷砂等工序。要求:-根据产品表面要求,体积大小,自重等相应调节喷砂次数。一般情况下喷砂次数为3-7次。-每次喷砂的砂粒大小均不一样,通常后道工序的砂粒均较前道工序砂粒粗,风干的时间长短也不一样。一般一个完整的蜡模上砂的生产周期为3~4天左右。8、将已完成喷砂工序的蜡模在烘烤工序前,再均匀涂上一层白色的工业乳胶(硅溶浆),以起到粘结和固化砂型,以及密封蜡模作用,为后道烘烤工序做准备。同时在烘烤工序后,还能提高砂型的脆性,便于敲碎砂层,取出毛坯。9、烘烤工序将固定在模头上、并完成喷砂风干工序的蜡模放入金属密闭的专用烘箱里加热(常用是烧煤油的蒸气炉)。因工业腊熔点不高,温度大约在150゜左右,蜡模受热溶化形成腊水沿着浇口流出,这个过程即为脱腊。脱完蜡的蜡模只是一具空的砂壳。精密铸造的关键就是用这具空的砂壳。(一般这种腊可以反复使用多次,但这些腊必须重新过滤,否则不干净的腊会影响毛坯表面质量,例如:表面砂孔、麻点,同时还会影响精铸产品的收缩率)。10、烘烤砂壳为使脱完蜡的砂壳更加坚固和稳固,在浇入不锈钢水之前,必须烘烤砂壳,通常在温度很高的(温度大约在1000゜左右)火炉里烘烤。11、将已经高温溶解成液态的不锈钢水倒入脱完蜡的砂壳里,液态不锈钢水则充满之前蜡模成型的空间,直至完全注满,包括中间的模头部分。12、因溶不锈钢的锅炉中会有不同成分的材质混入,工厂必须检测材质百分比。然后根据需要的比例进行调释,例如增加那些方面元素,达到所需效果。13、液态不锈钢水冷却凝固后,借助于机械工具或人力将最外层的沙壳敲碎,露出固体状的不锈钢产品即为原先蜡模的形状,也就是最终所需要的毛坯。然后将逐个切割、分离再经粗磨就成为单一的毛坯件。14、检验毛坯:表面有砂眼、气孔的毛坯必须用氩弧补焊,严重的当废品清洗后重新回炉。15、清洗毛坯:经检验合格的毛坯必须经过清洗工序。16、进行其它工序加工,直至成品。
不锈钢焊接_金属加工

工序过程1.焊工必须按照“考规”规定经相应试件考试合格后,方可上岗位焊接。2.严禁在被焊件表面随意引燃电弧、试验电流或焊接临时支撑物等。3.焊工所用的氩弧焊把、氩气减压流量计,应经常检查,确保在氩弧焊封底时氩气为层流状态。4.接口前应将坡口表面及母材内、外壁的油、漆、垢锈等清理干净,直至发出金属光泽,清理范围为每侧各为10-15mm,对口间隙为2.5~3.5mm。5.接口间隙要匀直,禁止强力对口,错口值应小于壁厚的10%,且不大于1mm。6.接口局部间隙过大时,应进行修整,严禁在间隙内添加塞物。7.接口合格后,应根据接口长度不同点4-5点,点焊的材料应与正式施焊相同,点焊长度10-15mm,厚度3-4mm。8.打底完成后,应认真检查打底焊缝质量,确认合格后再进行氩弧焊盖面焊接。9.引弧、收弧必须在接口内进行,收弧要填满熔池,将电弧引向坡口熄弧。10.点焊、氩弧焊、盖面焊,如产生缺陷,必须用电磨工具磨除后,再继续施焊,不得用重复熔化方法消除缺陷。11.应注意接头和收弧质量,注意接头熔合应良好,收弧时填满熔池。为保证焊缝严密性。12.盖面完毕应及时清理焊缝表面熔渣、飞溅。
 欢迎访问浏阳市锐新金属制品有限公司网站
欢迎访问浏阳市锐新金属制品有限公司网站